Hier sind einige Informationen von Norbert Hübner über den
Bau einer Ariane V7.
| Einzelteile in der Reihenfolge der Verarbeitung | Gewicht |
|---|---|
| Deckschicht aus eingefärbtem Epoxy (R&G LF) gerollt | 8 g |
| Glasgewebestreifen (25 g/m˛) 20 mm breit mit Harz (Nasenleiste) | 3 g |
| Kohlegewebe (80 g/m˛) für Außenlage und Verstärkungsecken (Bezugsquelle) | 40 g |
| Harz zum Tränken des Kohlegewebes | 24 g |
| Styrokerne (netto) | 30 g |
| Kohlerovings (12000er gestuft, 30 Rovings in Flügelmitte oben und unten) | 27 g |
| Holmstege (Breite innen 9 mm, außen 3 mm) netto | 16 g |
| Glasgewebeverstärkung (25 g/m˛) am Querrudergelenk und Querruderabdeckung unten | 1 g |
| Servokabel | 8 g |
| Harz zum Verkleben von Ober- und Unterseite | 33 g |
| Gesamtgewicht Flügel (mit Verkabelung, ohne Servos) | 190 g |
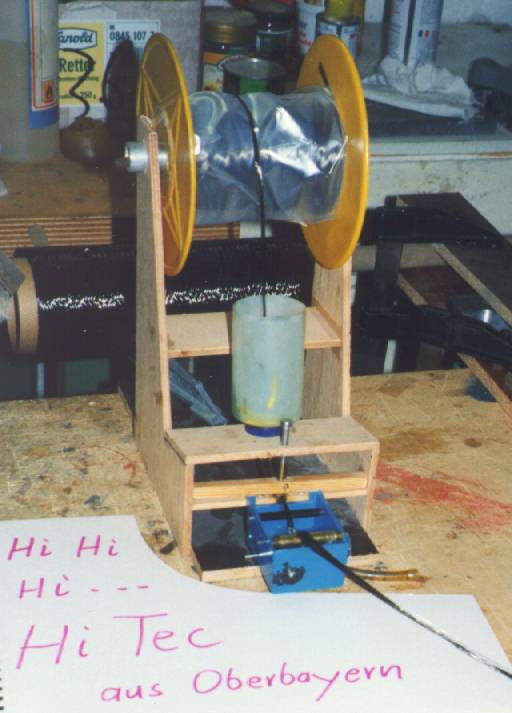 |
Rovingtränkmaschine: Der Kohleroving wird im Harzbecher (Bildmitte) getränkt und anschließend durch einen einstellbaren Spalt gezwängt. Die Abstreifwalzen (vorne, im blauen Behälter) walken ihn nochmal durch, sorgen für gleichmäßige Harzverteilung und Ablauf von überschüssigem Harz. |
 |
Vakuumpumpe: Ein alter Gefriertruhenkompressor mit Kühlventilator und Manometer. |
 |
Die beiden Rumpfhälften im Vakuumsack. |
 |
Die Ober- und Unterseite des V-Leitwerks. |
 |
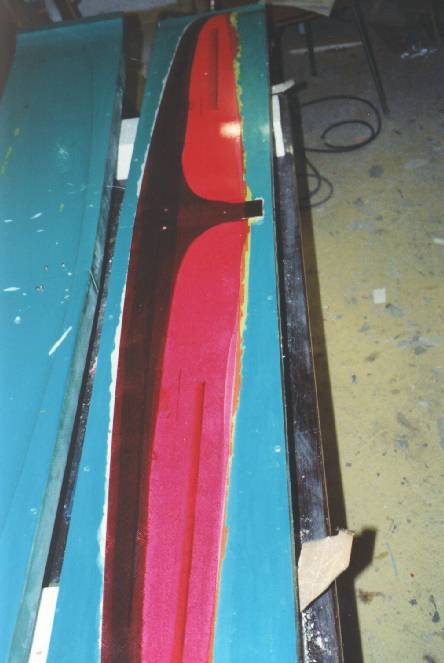
Die Ober- und Unterseite des Flügels nach dem Aushärten der Außenlage und des Holms. Die Styroporkerne und der Balsa-Holmsteg stehen noch über die Trennebene hinaus. |
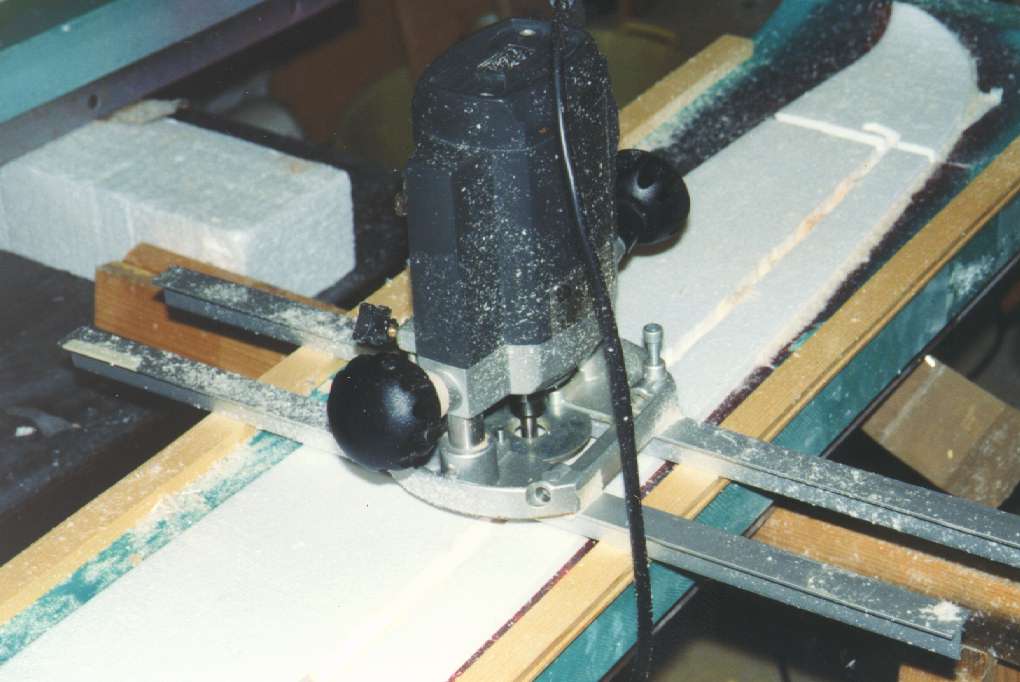 |
Die Styroporkerne und der Balsa-Holmsteg werden bis auf die Trennebene heruntergefräst. |
| Mit Hilfe einer Sperrholzschablone werden die Ausschnitte für Servos und Ruderscharniere in das Styropor geschnitten. | |
 |
Die Flügelhälften sind jetzt bereit für die Einbauten. |
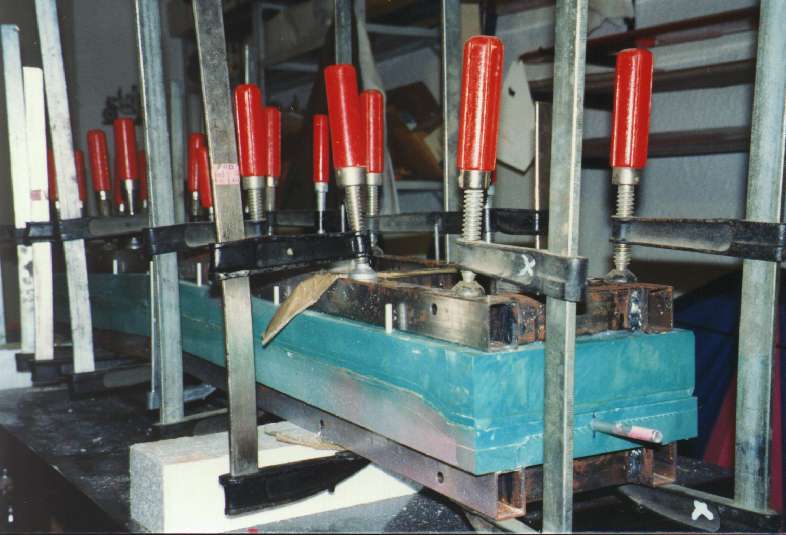 |
Die Form ist geschlossen, der Flügel härtet unter dem Druck etlicher Tischlerzwingen aus. |
 |
So schaut es (mit etwas Glück) nach dem Öffnen der Form aus. Der Flügel hängt noch in der Formunterseite - kein Problem, mit Hilfe von Preßluft springt er meist sofort heraus. |